Reliable Sheet Metal Laser Cutting and Bending Services for OEM Projects
In modern industrial production, especially for OEM (Original Equipment Manufacturer) projects, ensuring quality, accuracy, and on-time delivery is...












In modern industrial production, especially for OEM (Original Equipment Manufacturer) projects, ensuring quality, accuracy, and on-time delivery is...

In modern industrial production, the sheet metal stamping process is a popular technique to create precise, uniform, and...

IntroductionIn modern manufacturing, precision and consistency are key factors in creating high-quality products. Two popular technologies today are...

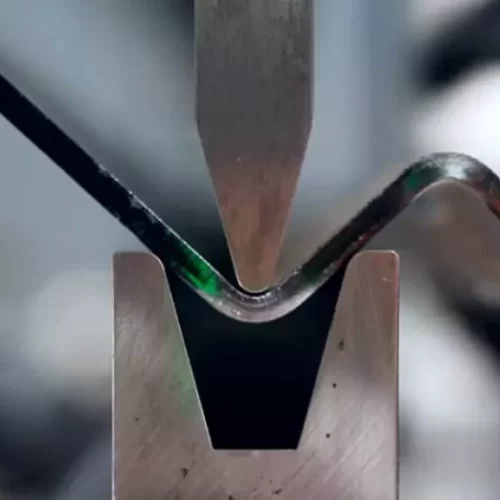
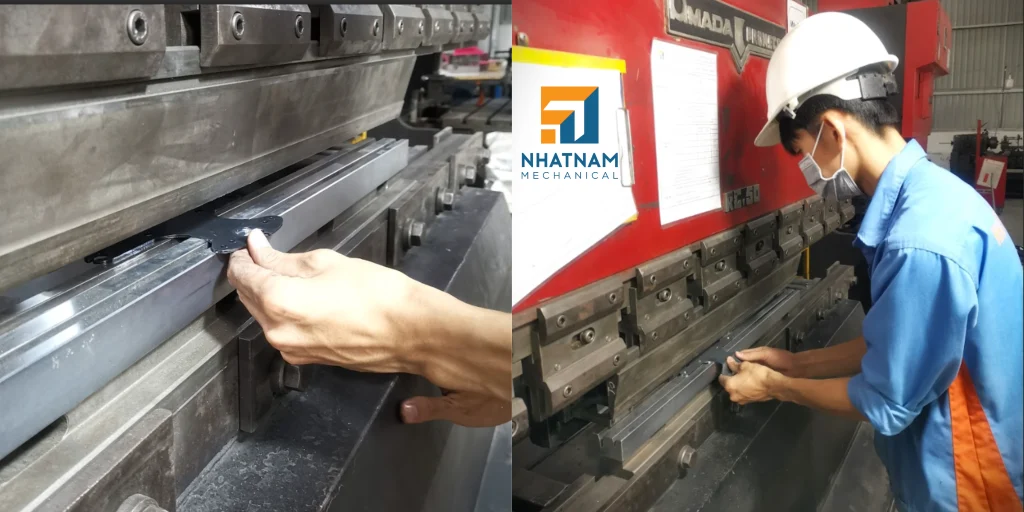
1. IntroductionIn the sheet metal industry, bending is an extremely common process — used in making electrical cabinets,...

In high-volume sheet metal stamping, consistency is everything. One small deviation in pressure, alignment, or timing can lead...

Sheet metal bending is an important process in the production of metal parts, helping to shape metal sheets...

From a flat sheet of metal to machine casings, electrical enclosures, automotive parts, and precision components—how does this...

Sheet metal stamping technology plays a crucial role in producing high-quality, cost-effective, and precise products. With the continuous...
Metal bending is an important process in the field of sheet metal processing in general and metal forming...