Introduction
Stamping: Usually done with a flat sheet of cold metal, Stamping, also known as pressing, is the process of creating a net shape out of metal using a tool and die surface. There are many other metal stamping processes such as embossing, bending, flanging, punching, etc. that we use to when working our customers
Depending on customer requirements, Nhat Nam can use progressive dies, which are typically fed with material from a coil of steel. After being unwound, the steel is leveled and fed into the press at a predetermined length. This coil-fed metal stamping process significantly reduces production lead times, bringing substantial benefits to our customers.

Capabilities
Stamping Capabilities and Models
Deep drawing |
uses a punch to fabricate deeply-recessed parts. The depth of a deep-drawn part exceeds its width, as with a cup made from a flat metal sheet. |
Blanking or piercing |
operations produce stamped parts by use of a punch and die. A press is used to advance the punch tool through a sheet into the mating die. Blanking and piercing operations typically require finishing or other secondary operations in order to remove sharp edges, burrs, or other rugged features. |
Fine blanking |
is a specialized, high-precision blanking technique in which material is sheared smoothly through its entire thickness. Fine blanking can be used to produce finished parts that do not require secondary operations. |
Fourslide or multislide |
stamping incorporates the vertical motion of a punch with horizontal die applications from multiple directions, either simultaneously or successively. |
Progressive dies |
are used in production-efficient processes where multiple stamping or forming operations are performed in successive stages or positions along the fabrication cycle. |
Work Material |
|






| AIDA CI-6 PRESS MACHINE | AIDA CI-8 PRESS MACHINE | AIDA CI-11 PRESS MACHINE | AMADA TORC-PAC 45 | WASINO PUX 80-KRC | |
|---|---|---|---|---|---|
|
|
|
|
| |
Materials & Post-processing
- CRS/HRPO
- Galvanneal (GA)
- Galvanized (GI)
0.025 in. - 0.787 in. (0.635 mm - 20.0 mm)
- 201
- 304
- 316
0.025 in. - 0.393 in. (0.635 mm - 10.0 mm)
- 1050
- 5052
- 6061
0.025 in. - 0.393 in. (0.635mm - 10.0mm)
Insert
For custom enclosures or parts, self-clinching fasteners are probably the most useful hardware components at a designer’s disposal. They solve a whole host of challenges when it comes to mounting components, and because of their compact design and low profile, they provide excellent aesthetics as well. Themost popular are PEMS Fasteners.
If you require a fastener we don’t stock, contact us – we’d be happy to source what you need, for added lead time and cost.
Part Marking
Part marking is a great way to add high-contrast markings, part numbers, logos, and more. The table below compares the different types of marking methods we offer.
| Marking Method | Common Uses | Pros | Cons |
|---|---|---|---|
Silk Screen |
Graphics Logos Text |
Color Variety Crisp Detail Works on a variety of materials |
More costly at lower quantities Susceptible to wear/fading over |
Laser Marking and Engraving |
Graphics/Text Part Numbers |
Extremely durable markings Crisp Detail |
Cannot produce colored markings |
Bag and Tag |
Serialization
Part Numbers |
Very low cost
Can speed up inventory and receiving processes |
Non-permanent solution |
Design Guide
File Preparation Reference Sheet
- .STEP
- .STP
- .SLDPRT
- .PRT
- Duplicate or overlapping lines, curves, points, etc.
- Open curves or broken paths
- Lines with a length of less than zero
- Extraneous curves preventing the detection of boundaries
- Stray points or empty objects
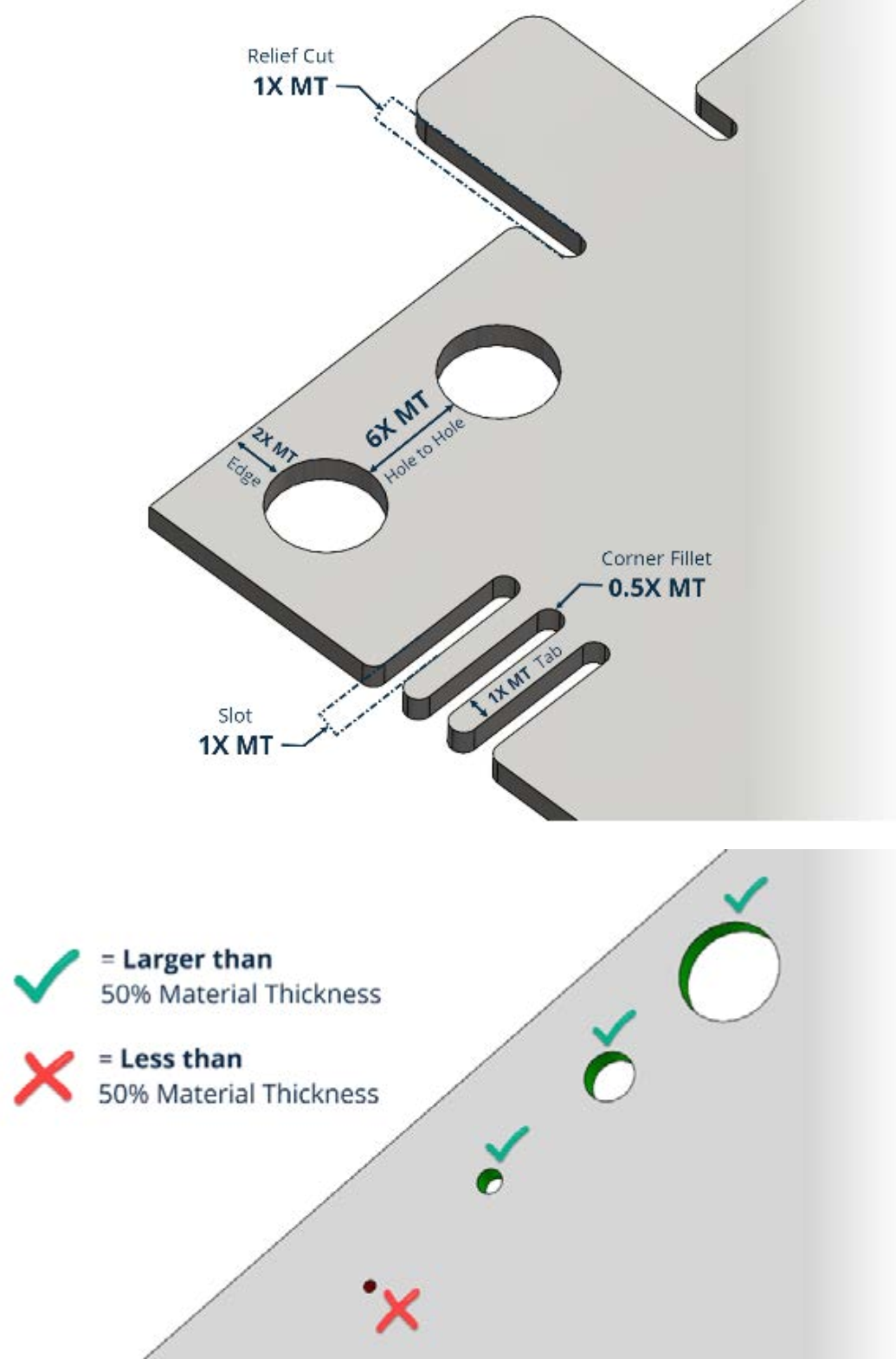
Design Guidelines Reference Sheet
- Design for edge to edge tolerances of +/- 0.010" nominal on the top-cut surface
- Designate which is the top face on your drawing
- Don't forget to account for the thickness for laser cutting: 0.008-0.012"
- Kerf width generally becomes larger as the material thickness increases
- Minimum Hole to Edge Distance = 2X MT or 0.125”, whichever is smaller
- Minimum Hole to Hole Distance = 6X MT or 0.125”, whichever is smaller
- Minimum Relief Cuts = 0.010” or 1X MT, whichever is greater
- Minimum Corner Fillets = 0.5X MT or 0.125”, whichever is smaller
- Minimum Tab Thickness = 0.063” or 1X MT, whichever is greater
- Minimum Slot Thickness = 0.040” or 1X MT, whichever is greater
FAQs
What materials can you stamp?
We stamp aluminum, stainless steel, and carbon steel, catering to a wide range of industry requirements.
How fast is your stamping process?
Our machines operate at 45-85 strokes per minute, and using progressive dies with coil-fed steel helps reduce production lead times significantly.
Can you produce small, detailed parts with stamping?
Yes! Our fine blanking process creates high-precision parts with smooth edges, often eliminating the need for secondary operations.
Do you support the development of dies and jigs for different products?
Yes, we can help develop dies and jigs to match the specific needs of your products, ensuring a smooth and efficient stamping process.
Common Sheet Metal Materials
| Gauge | Steel | Galvanized | Stainless | Aluminum | ||||
|---|---|---|---|---|---|---|---|---|
| in | mm | in | mm | in | mm | in | mm | |
| 3 | 0.2391 | 6.07 | ||||||
| 4 | 0.2242 | 5.69 | ||||||
| 5 | 0.2092 | 5.31 | ||||||
| 6 | 0.1943 | 4.94 | 0.1620 | 4.11 | ||||
| 7 | 0.1793 | 4.55 | 0.1875 | 4.76 | 0.1443 | 3.67 | ||
| 8 | 0.1644 | 4.18 | 0.1681 | 4.27 | 0.1719 | 4.37 | 0.1285 | 3.26 |
| 9 | 0.1495 | 3.80 | 0.1532 | 3.89 | 0.1563 | 3.97 | 0.1144 | 2.91 |
| 10 | 0.1345 | 3.42 | 0.1382 | 3.51 | 0.1406 | 3.57 | 0.1019 | 2.59 |
| 11 | 0.1196 | 3.04 | 0.1233 | 3.13 | 0.1250 | 3.18 | 0.0907 | 2.30 |
| 12 | 0.1046 | 2.66 | 0.1084 | 2.75 | 0.1094 | 2.78 | 0.0808 | 2.05 |
| 13 | 0.0897 | 2.28 | 0.0934 | 2.37 | 0.0940 | 2.39 | 0.0720 | 1.83 |
| 14 | 0.0747 | 1.90 | 0.0785 | 1.99 | 0.0781 | 1.98 | 0.0641 | 1.63 |
| 15 | 0.0673 | 1.71 | 0.0710 | 1.80 | 0.0700 | 1.78 | 0.0570 | 1.45 |
| 16 | 0.0598 | 1.52 | 0.0635 | 1.61 | 0.0625 | 1.59 | 0.0508 | 1.29 |
| 17 | 0.0538 | 1.37 | 0.0575 | 1.46 | 0.0560 | 1.42 | 0.0450 | 1.14 |
| 18 | 0.0478 | 1.21 | 0.0516 | 1.31 | 0.0500 | 1.27 | 0.0403 | 1.02 |
| 19 | 0.0418 | 1.06 | 0.0456 | 1.16 | 0.0440 | 1.12 | 0.0360 | 0.91 |
| 20 | 0.0359 | 0.91 | 0.0396 | 1.01 | 0.0375 | 0.95 | 0.0320 | 0.81 |
| 21 | 0.0329 | 0.84 | 0.0366 | 0.93 | 0.0340 | 0.86 | 0.0280 | 0.71 |
| 22 | 0.0299 | 0.76 | 0.0336 | 0.85 | 0.0310 | 0.79 | 0.0250 | 0.64 |
| 23 | 0.0269 | 0.68 | 0.0306 | 0.78 | 0.0280 | 0.71 | 0.0230 | 0.58 |
| 24 | 0.0239 | 0.61 | 0.0276 | 0.70 | 0.0250 | 0.64 | 0.0200 | 0.51 |
| 25 | 0.0209 | 0.53 | 0.0247 | 0.63 | 0.0220 | 0.56 | 0.0180 | 0.46 |
| 26 | 0.0179 | 0.45 | 0.0217 | 0.55 | 0.0190 | 0.48 | 0.0170 | 0.43 |
| 28 | 0.0149 | 0.38 | 0.0187 | 0.47 | 0.0160 | 0.41 | 0.0126 | 0.32 |
Why Chose Us?
Our dedicated experts work closely with you every step of the way to design, develop, and deliver the precision-crafted part and customized product.

With ISO 9001 Certification and ANSI Certification, only the top shops that apply to become network suppliers make it through our qualification process.

Our team of Application Engineers and Process Specialists are available to support you and provide answers to all of your fabrication and manufacturability questions.