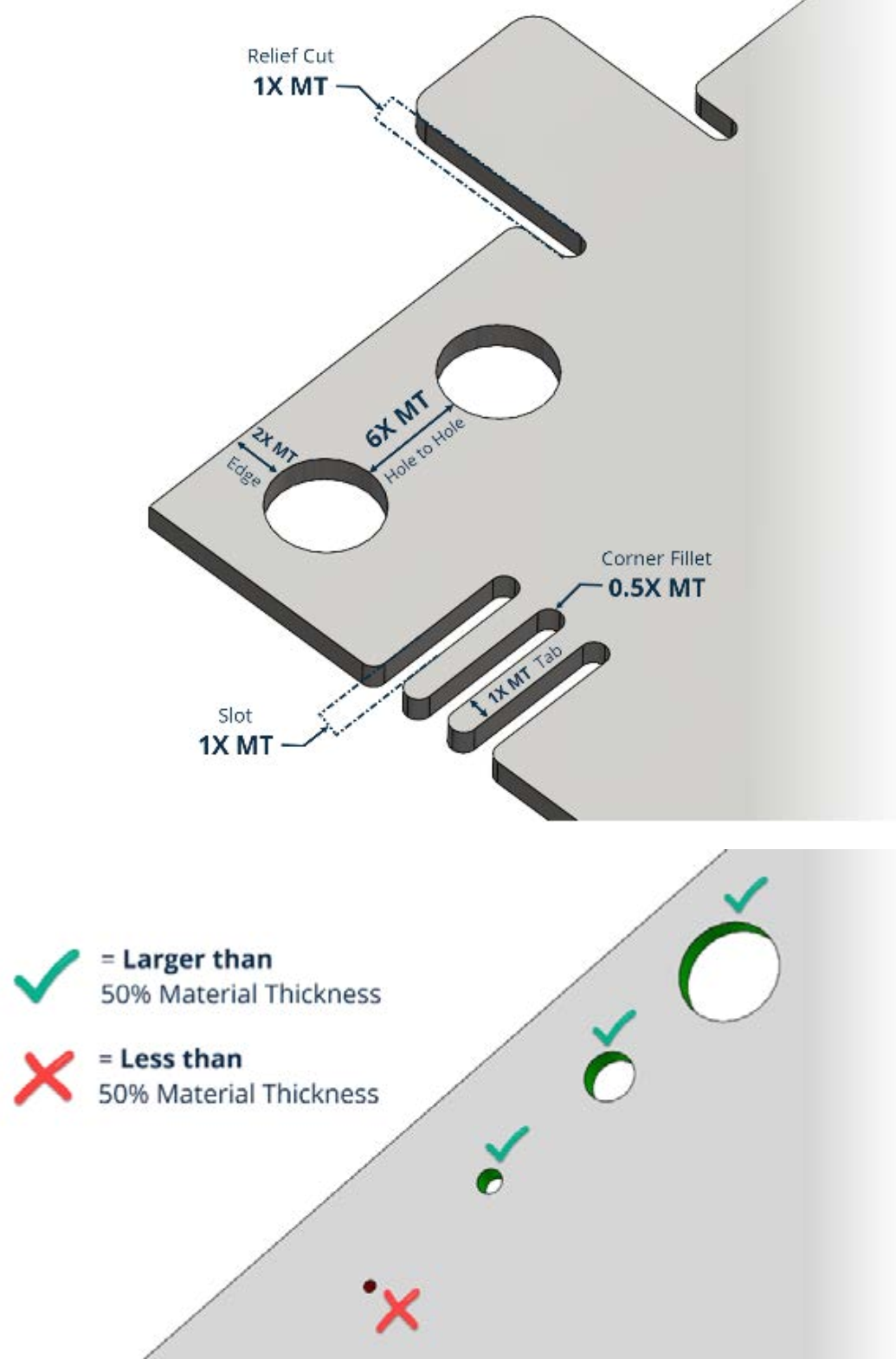
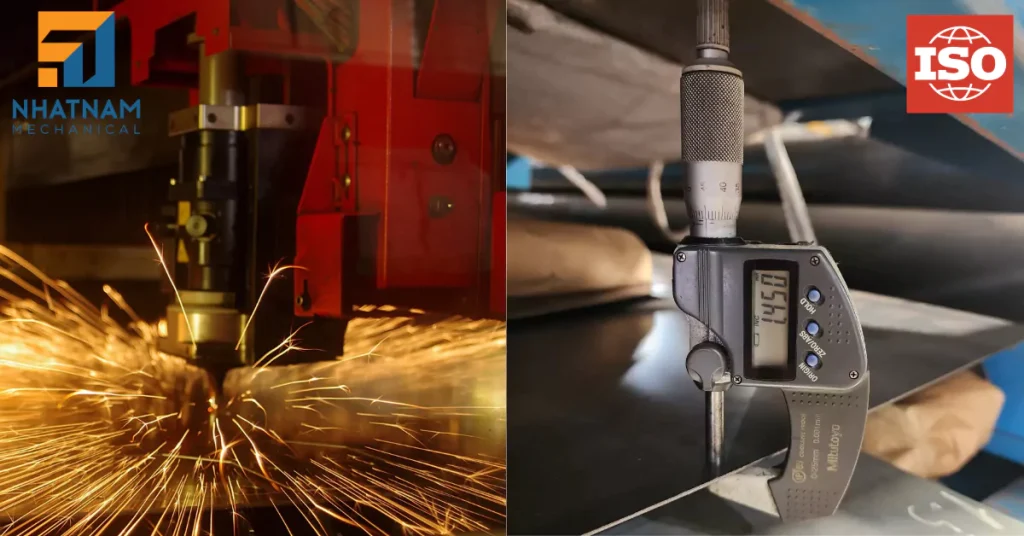
Understanding Material Thickness Limits in Laser Cutting
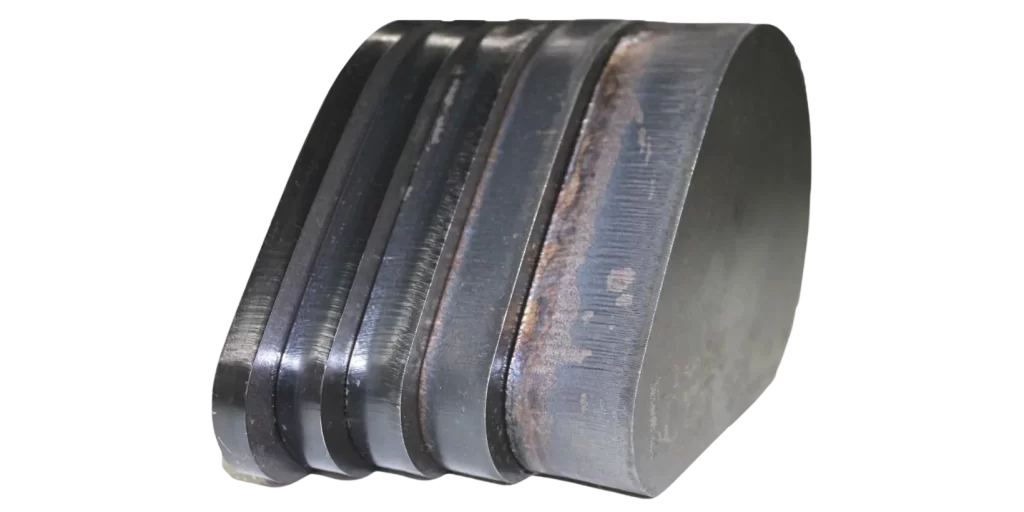
Sheet metal laser cutting is one of the most advanced processing technologies today, allowing the creation of precise details, sharp cutting edges, and smooth surfaces...



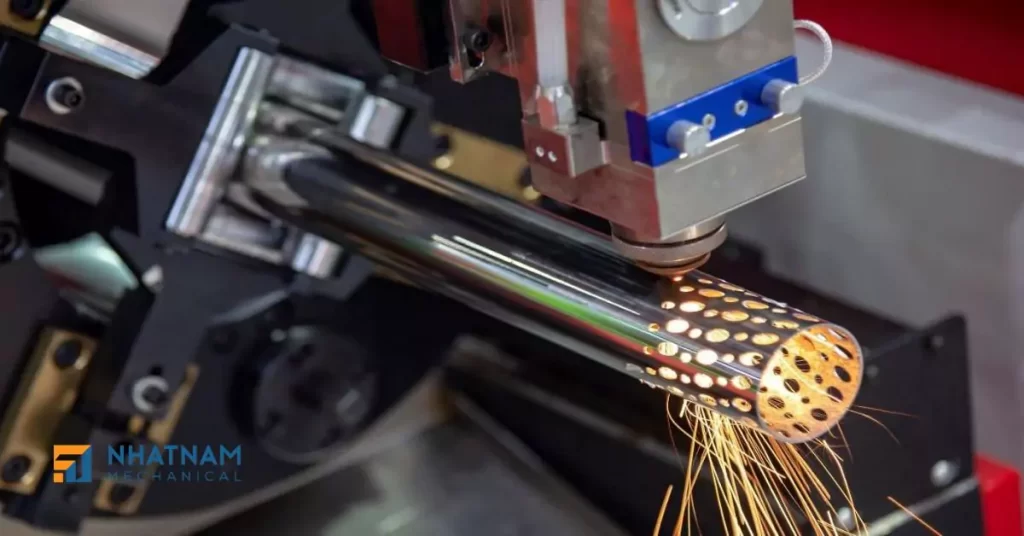
Round Pipe
Min OD: 38.10 mm
Max OD: 406.40 mm | 
Channel
Min OD: 38.10 mm
Max OD: 254 * 254 (mm) | 
Wide Flange
Min OD: 38.10 mm
Max OD: 254 * 254 (mm) |
HSS Tube
Min OD: 38.10 mm
Max OD: 304.80 * 304.80 (mm) | 
Angle
Min OD: 38.10 mm
Max OD: 254 * 254 (mm) | 
Other Shapes
Min OD: 38.10 mm
Max OD: 254 * 254 (mm) |







Sheet metal laser cutting is one of the most advanced processing technologies today, allowing the creation of precise details, sharp cutting edges, and smooth surfaces...
In modern industrial production, especially for OEM (Original Equipment Manufacturer) projects, ensuring quality, accuracy, and on-time delivery is always the top priority. That’s why more...
In the world of precision manufacturing, laser cutting has become the gold standard for clean, accurate, and efficient sheet metal fabrication. But even the most...

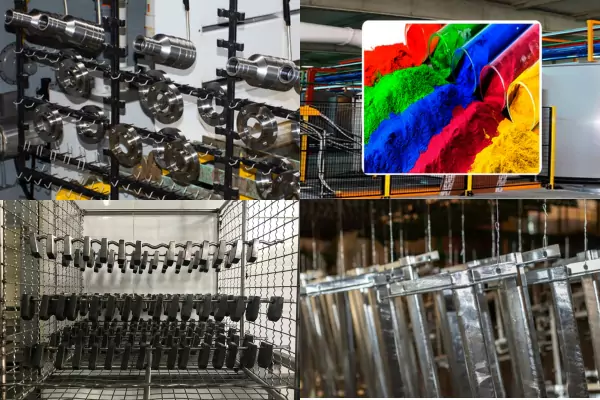
Tube laser cutting machines are specialized industrial equipment designed primarily for cutting various hollow metal tubing materials, including stainless steel, carbon steel, galvanized steel, and...

Custom laser cutting has become a cornerstone of modern sheet metal fabrication, offering unparalleled precision, efficiency, and creativity. Whether it’s an industrial application, an architectural...
Laser cutting is a widely adopted method in metal fabrication, prized for its precision and efficiency. However, achieving consistent and accurate cuts requires adherence to...

When it comes to metal fabrication, laser cutting is a revolutionary alternative to traditional cutting techniques such as sawing, milling, and mechanical cutting. In this...

Fiber laser cutting is rapidly emerging as the preferred technology in sheet metal processing, thanks to its unparalleled precision, speed, and versatility. This article explores...
In an ever-evolving industry, staying ahead of the curve means taking advantage of cutting-edge technology. At Nhat Nam Mechanical Company, we understand that tube laser...